An OEM guide to the engineering work that happens between a concept sketch and a production extrusion, and how skipping it costs more than doing it right.
Many plastic extrusion projects begin with a concept drawing or a functional requirement rather than a fully engineered specification. When design moves forward without considering how the product will be manufactured, problems often appear later. Wall thickness may vary, tolerances may drift, or the product may run inconsistently during production. Plastic engineering services address these issues before tooling is built. They connect product design, material selection, and extrusion processing so the final product can be manufactured reliably.
How Plastic Engineering Services Support Extrusion Design
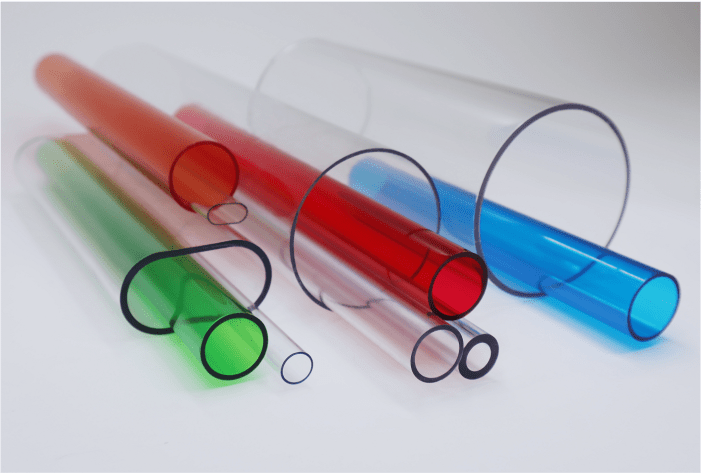
Extrusion is a continuous manufacturing process. Molten thermoplastic is pushed through a die that defines the cross-section of the final product. Tubes, containers, and custom profiles all rely on this same principle. Because the shape is created by the die, the design must account for how material flows and cools during production.
Plastic engineering services evaluate a product’s geometry before finalizing extrusion tooling. Engineers examine cross-sections, wall thickness, and dimensional tolerances to confirm the design will run consistently. Small design changes at this stage can prevent distortion, uneven walls, or dimensional variation once production begins.
For packaging products, such as clear tubes or rigid containers, dimensional control is important. Caps, closures, or secondary components must fit correctly. Even minor variations in diameter or wall thickness can affect performance or appearance. Engineering review early in the process reduces the risk of these problems.
The Tolerance Problem
Most custom extrusion projects with downstream issues typically have tight tolerances on every dimension, inconsistent wall thicknesses, and an undefined material spec. While the engineer knows the product, they may not understand how thermoplastic extrusion behaves, and those two bodies of knowledge rarely overlap.
A primary issue is tolerances. Thermoplastics expand when heated and shrink when cooled, and the degree of shrinkage varies by material, geometry, and ambient conditions. Standard commercial tolerances for extruded profiles run ±0.005” to ±0.015” on cross-sectional dimensions under one inch. Tighter is possible, but it requires specialized tooling, slower line speeds, and more calibration, which adds costs.
Plastic engineering services will review the design to determine which dimensions actually need to be tight. An over-constrained drawing forces the extruder to treat every feature as critical, resulting in slower production, higher scrap, and more expensive tooling.
Material Selection Within Plastic Engineering Services
Material choice influences both product performance and manufacturing stability. Different thermoplastics behave differently during extrusion. Some materials flow easily through tooling and maintain tight tolerances. Others require more precise processing conditions to achieve consistent results.
Plastic engineering services evaluate materials based on how the product will be used and how the material performs in extrusion. The goal is to match the resin to the application while maintaining efficient production.
Material selection typically considers several factors.
- Mechanical performance – The product must maintain its shape and strength during handling, transport, and use.
- Clarity and appearance – Packaging often requires consistent transparency and surface quality.
- Chemical compatibility – The plastic must not react with or degrade when exposed to the packaged product.
- Regulatory considerations – Certain applications require materials that meet food, pharmaceutical, or medical standards.
- Processing behavior – The material must run consistently in extrusion without excessive variation or scrap.
Selecting the right material early in development prevents costly changes later. A product designed around the wrong resin may require tooling adjustments or process changes once production begins.
Tooling Development In Plastic Engineering Services
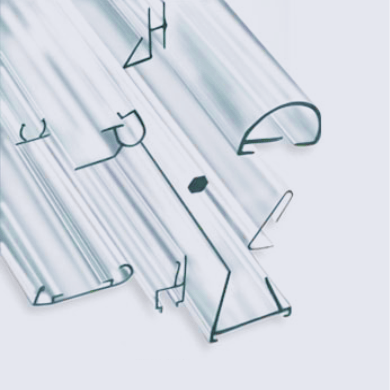
Extrusion tooling determines the final shape and dimensional accuracy of the product. The die controls how molten plastic flows and forms the profile as it exits the extruder. As a result, tooling design directly affects both product quality and production efficiency.
Plastic engineering services include tooling design that aligns with the product specification and the extrusion process. Engineers evaluate the profile geometry and develop dies that promote balanced material flow. Balanced flow helps maintain uniform wall thickness and stable dimensions.
Tooling development also considers how the product will cool and stabilize after exiting the die. Uneven cooling can create internal stresses or dimensional variation. Engineering adjustments to the die or product design can prevent these issues. When tooling is designed with the final application in mind, production typically runs more consistently and requires fewer adjustments.
Experience Petro Packaging Engineering Services
Petro Packaging Engineering Services offers specialized solutions for the design and manufacturing of plastic extruded products. Our services encompass careful material selection to ensure optimal mechanical strength, clarity, and chemical compatibility for the intended application. On-site engineers work closely with customers throughout the development process, from initial concept to tooling design, focusing on regulatory compliance and efficient extrusion processing. Our customers benefit from expert guidance that prevents costly changes later in production, resulting in products that meet both industry standards and specific performance requirements.
Contact us today to get started with your extrusions project.